1.什么是解尺寸链
通过已有的尺寸公差和几何公差,计算出其余的尺寸和公差(一般为封闭环),就是解尺寸链
解尺寸链的计算方法,有如下两种:1.极值解法 2.概率解法
1.极值解法:这种方法又叫极大极小值解法。它是按误差综合后的两个最不利情况,即各增环皆为最大极限尺寸而各减环皆为最小极限尺寸的情况;以及各增环皆为最小极限尺寸而备减环皆为最大极限尺寸的情况,来计算封闭环极限尺寸的方法。
2.概率解法:这种方法又叫统计法。应用概率论原理来进行尺寸键计算的一种方法。如算术平均、均方根偏差等。
2.示例
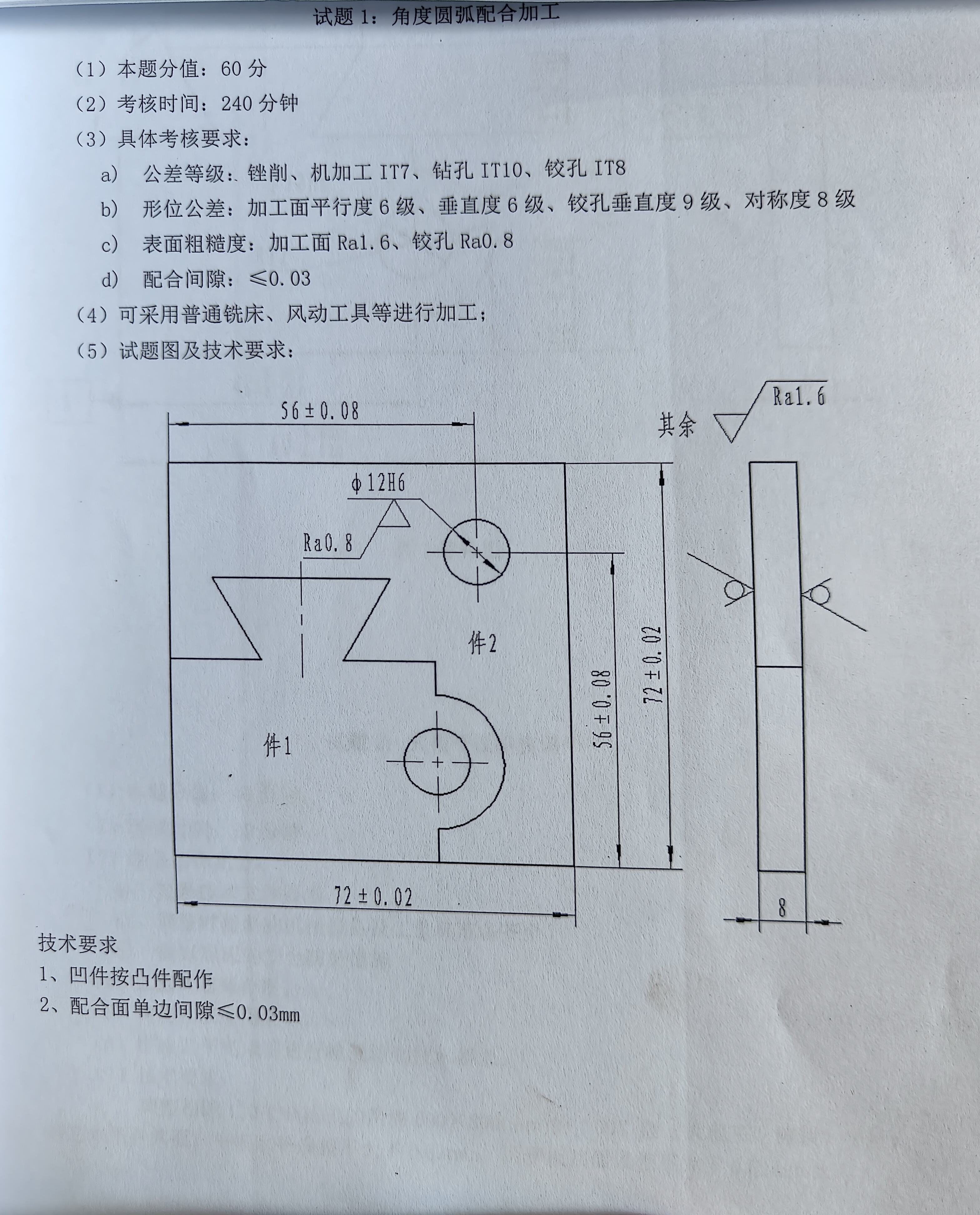
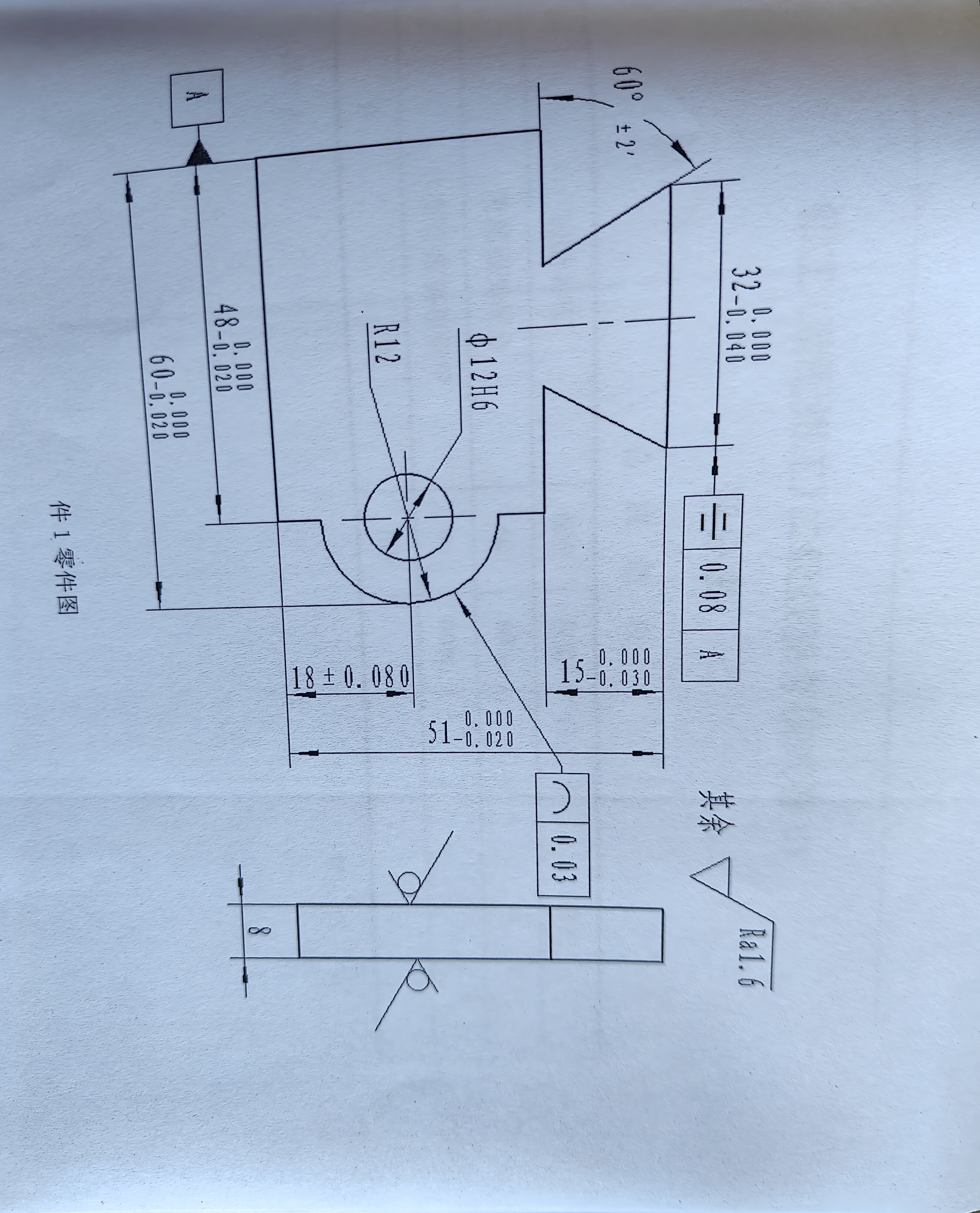
如上所示,2个异性配合件,要求配合间隙≤0.03mm.并给出凸件外形公差,求凹件公差。
2件为配做,符合修配法,不需要完全互换。凹件公差应由凸件尺寸公差配做得出,不需解尺寸链。但依照题干,可铣削加工,只需解出凹件公差并保证加工公差就可实现完全互换。因此,此处按极值法解尺寸链。
解凸件尺寸链:
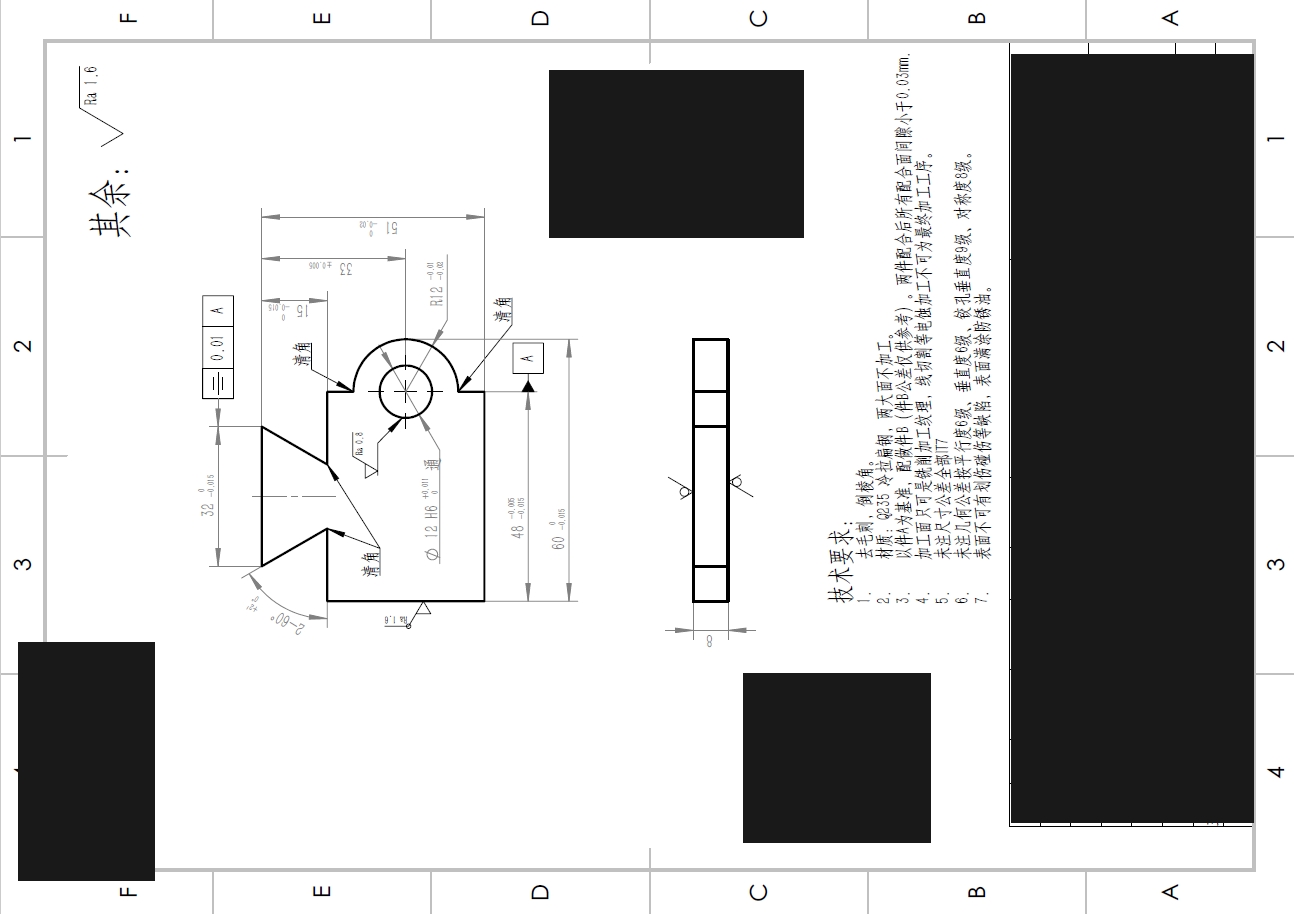
图示32、18、15、60和60°以及对称度等都已超出配合公差,且公差等级较低,可适当收紧公差等级。此处选择配合公差按对称分布。
修正公差后:
各配合尺寸公差:
32尺寸
此处形状复杂,且由配合要求,可以此处为基准,分配其他尺寸公差。
配合公差T_f:
凹件上32尺寸上偏差ES:
凹件上32尺寸下偏差EI:
按此,可依次求出凸件上18、15、60和60°的尺寸公差。
33尺寸
这个尺寸是R12定位尺寸,R12圆弧加工复杂,配合还受定位尺寸影响,此处定形尺寸和定位尺寸平分配合公差。
各尺寸公差:
定位尺寸取对称公差为:33±0.005
R12内圆弧按入体为:R12(0~+0.01)
R12外圆弧按入体和吸收定位误差间隙最终为:R12(-0.01~-0.02)
验算:
满足装配和间隙要求。
未完待续